![Cover image for Best Pallet Rack Manufacturers in the USA [2026 Guide]](https://file-host.link/website/sourceequipment-4q4q99/assets/blog-images/5dce1de7-5314-4f9f-8d64-3cc82628ff96/1772061141216628_2ef8fa7a4181457b983c1fdb365c3991/360.webp)
Introduction
The U.S. warehousing industry generates over $1.7 billion annually in racking revenue alone, and pallet racking is the structural foundation of every distribution center and manufacturing facility. Choose the wrong manufacturer, and you're not just paying for bad steel—you're absorbing safety violations, premature system failures, and supply chain bottlenecks that compound over time.
The right manufacturer affects far more than upfront price. Load capacity ratings, ANSI/RMI compliance, delivery reliability, and post-sale support determine whether a vendor can scale with your operation—or leave you without parts when it counts.
The U.S. market includes dozens of manufacturers, but only a handful consistently meet the combined bar of structural integrity, regulatory compliance, and post-sale responsiveness. This guide profiles five manufacturers trusted by Fortune 500 distribution centers, e-commerce fulfillment operations, and heavy industrial facilities—evaluated on manufacturing footprint, engineering depth, and real-world reliability rather than marketing claims.
Key Takeaways
- Manufacturer choice directly affects load safety, reconfigurability, and total cost of ownership over 10+ years
- Top USA manufacturers: Nucor Warehouse Systems, Ridg-U-Rak, Steel King Industries, Unarco Material Handling, Frazier Industrial Co.
- Key selection criteria: RMI/ANSI compliance, US-made steel, product breadth, engineering support, lead times
- Structural steel racks deliver superior durability for heavy-duty use
- Roll-formed teardrop racks enable faster reconfiguration and component interchangeability
- Verify compatibility with existing infrastructure before purchasing components from a new manufacturer
Pallet Racking in the U.S. Warehousing Market
Pallet racking is a modular steel storage system using upright frames and horizontal beams designed to store palletized goods vertically—the default storage method across U.S. warehouses due to its scalability, selectivity, and cost-efficiency.
The U.S. warehouse racking market generated $1.749 billion in 2024 and is projected to reach $2.169 billion by 2030, reflecting a compound annual growth rate of 3.7%. Selective pallet racking alone accounted for 43.21% of revenue in 2024, underscoring its dominance across distribution, retail, and manufacturing operations.

With demand at record levels and supply chain scrutiny high, the profiles below cover five manufacturers that operations teams across distribution, retail, and manufacturing have relied on—selected based on product range, load capacity options, compliance standards, and U.S. availability.
Top Pallet Rack Manufacturers in the USA
Selection for this list was based on US manufacturing footprint, ANSI/RMI compliance, product range breadth, engineering support capabilities, and demonstrated track record with large-scale industrial clients.
Nucor Warehouse Systems
Nucor Warehouse Systems is the largest pallet rack manufacturer in North America, formed through the acquisition of Hannibal Industries ($370 million, July 2021) and Elite Storage Solutions ($75 million, April 2022) by Nucor—the largest steel recycler in the U.S. This vertical integration gives Nucor an end-to-end, raw-steel-to-finished-rack production advantage unmatched in the industry.
Three capabilities separate Nucor from the field:
- Raw steel sourced internally from Nucor's own recycling operations, which processed 20.3 million net tons of scrap steel in 2024
- Closed-loop steel production that delivers measurable sustainability credentials
- Autodesk Revit integration for custom rack layout design and engineering
This makes Nucor the natural fit for large distribution centers and automated warehouse projects requiring massive volume and precision engineering.
| Attribute | Details |
|---|---|
| Product Range | Selective pallet racking, cantilever racks, wire mesh decking, pick modules, mezzanines, platforms |
| Key Differentiator | Vertically integrated from raw steel to finished rack; largest rack manufacturer by volume in North America |
| Compliance & Sustainability | ANSI/RMI compliant; backed by Nucor's status as the largest recycler in the U.S., integrating sustainability into production |
Ridg-U-Rak
Ridg-U-Rak is one of the oldest and largest privately held pallet rack manufacturers in North America, founded in 1942 and headquartered in North East, Pennsylvania. The company operates over 400,000 square feet of manufacturing capacity across three facilities.
What Ridg-U-Rak brings to the table:
- Annual production exceeding 130 million pounds of storage rack across three US facilities
- A proprietary Pellegrino Seismic Base Isolation System that dissipates up to 85% of seismic energy during earthquakes
- A broad product lineup from teardrop selective through gravity flow and VNA systems
They're a strong choice for clients in seismic zones (West Coast, New Madrid fault region) or high-density operations requiring custom engineering.
| Attribute | Details |
|---|---|
| Product Range | Selective (teardrop/slotted), drive-in, push-back, gravity flow, cantilever, VNA, pick modules, wide span shelving |
| Key Differentiator | Pellegrino Seismic System for racking stability in earthquake-prone areas; custom engineering services standard |
| Manufacturing Scale | 130M+ lbs of rack produced annually; three US facilities totaling 400,000+ sq ft |
Steel King Industries
Steel King is a Stevens Point, Wisconsin-based manufacturer founded in 1970, recognized as one of the only single-source manufacturers offering a complete line of pallet racks, safety products, and storage containers—all made from US steel.
Steel King stands out for a specific reason: they're the only manufacturer producing both roll-formed and structural rack systems from a single facility using 100% US-sourced steel. Active membership in MHI and RMI keeps their products well-aligned with current safety standards — making spec and compliance auditing straightforward, especially for facilities mixing standard selective bays with heavy-duty structural zones.
| Attribute | Details |
|---|---|
| Product Range | Selective (teardrop, boltless tube, structural), drive-in, push-back, flow rack, cantilever, pick modules, mezzanines, portable racks |
| Key Differentiator | Only single-source manufacturer with a complete product line; 100% US steel in all products |
| Industry Credentials | Active member of Material Handling Institute (MHI) and Rack Manufacturers Institute (RMI); products meet ANSI/RMI standards |
Unarco Material Handling
Unarco is a Springfield, Tennessee-based manufacturer established in 1955, with deep expertise in engineered storage solutions for distribution centers, e-commerce fulfillment operations, and retail environments. The company serves Fortune 500 clients across multiple industries including food, pharma, and logistics.
Unarco's edge comes from three areas:
- One of the broadest product assortments in the industry, including proprietary SuperPost and SturdiBilt selective systems
- Recent investment in advanced powder coat paint lines for improved finish quality
- Full rack repair and retrofit services for extending existing infrastructure
That last point sets them apart for operations looking to upgrade in place rather than replace entire systems.
| Attribute | Details |
|---|---|
| Product Range | Selective (teardrop, T-Bolt, SuperPost, SturdiBilt), carton flow, pallet flow, push-back, drive-in, cantilever, mezzanines, AS/RS, rack repair |
| Key Differentiator | Proprietary rack profiles with broadest product assortment in class; includes full rack repair and retrofit services |
| Target Applications | Distribution centers, e-commerce fulfillment, retail; strong Fortune 500 client base across food, pharma, and logistics |
Frazier Industrial Co.
Frazier Industrial is a Long Valley, New Jersey-based manufacturer founded in 1949, specializing in 100% hot-rolled structural steel rack systems across ten facilities in the US, Canada, and Mexico. The company has built a reputation for heavy-duty applications in construction, pharma, and government sectors.
Frazier's case rests on three strengths:
- Structural steel construction (versus roll-formed) delivers superior strength for high-load applications and heavy forklift traffic
- Advanced CAD software supports highly customized configurations, including rack-supported buildings
- Recycled materials used in production support sustainability requirements
Frazier is the right call when durability and load capacity outweigh cost and reconfigurability concerns.
| Attribute | Details |
|---|---|
| Product Range | Selective structural racks, push-back, drive-in, cantilever, gravity flow, AS/RS systems, rack-supported buildings |
| Key Differentiator | 100% hot-rolled structural steel construction; expert engineering team using advanced CAD software for custom warehouse configurations |
| Manufacturing Footprint | 10 facilities across the US, Canada, and Mexico; serves government, pharma, construction, and heavy industrial sectors |
How We Chose the Best Pallet Rack Manufacturers
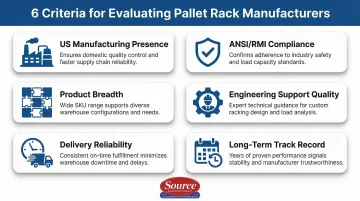
Each manufacturer on this list was evaluated across six criteria. A spec sheet only matters if the company can execute at scale and support you years after the initial installation.
Evaluation criteria:
- US manufacturing presence — domestic production for lead time reliability and quality control
- ANSI/RMI compliance — verified adherence to structural safety standards
- Product breadth — ability to serve everything from standard selective racking to automated storage systems
- Engineering support quality — in-house load engineers available for custom configurations
- Delivery reliability — consistent on-time fulfillment for large-volume orders
- Long-term track record — demonstrated history with clients requiring expansions, replacement parts, and retrofit services
Common buyer mistakes to avoid:
- Choosing a manufacturer based on price alone without verifying RMI compliance and R-Mark certification
- Purchasing components from mismatched manufacturers, creating compatibility and liability issues (most teardrop systems share 93% compatibility, but the remaining 7% can cause serious problems)
- Overlooking post-sale engineering and repair support that becomes critical after the initial installation
- Failing to verify load capacity calculations against actual pallet weights and forklift specifications
Working with a material handling distributor before committing to a manufacturer can save significant time and cost. Source Equipment Company has matched warehousing, distribution, food service, and manufacturing clients with the right systems since 1989 — evaluating space constraints, load specifications, and workflow patterns to ensure the configuration fits real operations, not just a product catalog.
Conclusion
Choosing a pallet rack manufacturer is a structural decision with 10-15 year consequences. The five companies profiled here have earned their reputations through manufacturing quality, safety compliance, and engineering depth, but the right choice still depends on your specific load requirements, warehouse layout, industry, and growth trajectory.
Before committing, weigh these three factors against your long-term operational plan:
- Scalability — Can the system expand without replacing frames as your inventory grows?
- Total cost of ownership — Factor in installation, reconfiguration, and repair costs over 10+ years, not just the purchase price
- Automation compatibility — Confirm the system works with any AS/RS or conveyor equipment you plan to add
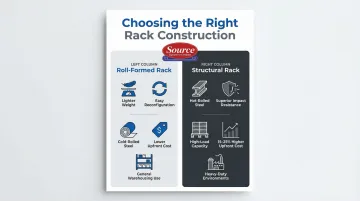
On material type: structural steel delivers superior impact resistance for high-traffic environments but carries a higher upfront cost. Roll-formed teardrop systems offer easier reconfiguration and lower initial investment, though they may need more frequent replacement in heavy-use applications.
Ready to select the right pallet racking system? Source Equipment Company has been helping warehouses, manufacturers, and distribution centers procure and implement racking solutions since 1989. They offer expert consultation to match your load specs and layout to the right system, with nationwide shipping from their Massachusetts headquarters. Reach them at 1-800-743-5545 or snyder@sourceequipment.com for a warehouse assessment.
Frequently Asked Questions
What is the OSHA standard for warehouse racking?
OSHA does not have a specific racking standard but enforces general duty clause requirements and references ANSI/RMI MH16.1 as the recognized industry standard for design, testing, and utilization of industrial steel storage racks in US warehouses. Compliance with ANSI MH16.1-2023 is considered the baseline for avoiding citations.
What is the difference between structural and roll-formed pallet racking?
Structural racks use hot-rolled steel channel — stronger and more impact-resistant, suited for heavy loads and high forklift traffic. Roll-formed racks use thinner cold-rolled steel, making them lighter, easier to reconfigure, and more common in general warehousing. Structural racks cost 15-25% more upfront but deliver superior durability in demanding environments.
How much does pallet racking cost in the USA?
Selective racking ranges from $55-$200 per pallet position, push-back systems run $150-$400, and drive-in racking falls between $115-$500 depending on depth and configuration. Installation and engineering typically add 15-35% to base equipment costs, with steel prices and seismic zone requirements affecting the final number.
What certifications should a pallet rack manufacturer have?
Look for ANSI/RMI MH16.1 compliance, R-Mark certification (RMI's verified compliance mark for design and manufacturing), and RMI membership — these are the primary indicators of structural safety credibility. Note that UL listing applies to electrical components in automated systems, not structural steel racking.
What is the most common type of pallet racking used in US warehouses?
Selective pallet racking (particularly teardrop-style) is the most widely used in the US due to its direct access to every pallet, ease of reconfiguration, and broad manufacturer support for replacement parts. Teardrop systems account for over 43% of the market because they offer 100% selectivity and compatibility with 93% of existing rack systems.
How do I know if my pallet rack system needs replacement or repair?
Watch for upright damage exceeding manufacturer thresholds (per RMI guidelines), missing safety pins or clips, beam deflection under load, or any unrepaired forklift impact damage. RMI recommends annual inspections by a qualified rack safety professional — catching issues early prevents OSHA violations and costly failures.