
Introduction
When overseas lead times ballooned from 20-30 weeks to as long as 20-30 months during recent supply chain crises, operations managers stopped treating domestic sourcing as a preference. It became a requirement. American-made warehouse equipment now delivers more than faster delivery—it provides operational stability, built-in regulatory compliance, and responsive support when downtime is not an option.
For warehouse equipment specifically, domestic manufacturing means ANSI and OSHA compliance is baked in from the start. It also means replacement parts are available locally, and manufacturer support doesn't require navigating international time zones or language barriers.
Reshoring is accelerating across U.S. industry, and sourcing American-made equipment fits directly into that broader push for supply chain resilience.
This post profiles 10 trusted U.S. warehouse equipment brands spanning forklifts, conveyors, storage systems, dock equipment, and ergonomic solutions. Every brand on this list maintains verified domestic production and meets rigorous safety standards — so you can buy with confidence, not just good intentions.
Key Takeaways
- American-made warehouse equipment delivers faster lead times, easier parts sourcing, and stronger alignment with U.S. safety standards
- The 10 brands below span every major equipment category—so you can source lifting, storage, conveying, and dock solutions from manufacturers with proven domestic track records
- Selection criteria include domestic manufacturing presence, certifications (ANSI, UL, OSHA-compliant), product depth, and field support reputation
- Total cost of ownership—not just unit price—is the right metric when comparing domestic vs. imported equipment
- Source Equipment Company partners with trusted U.S. brands to deliver customized material handling solutions for warehouses, manufacturers, and distribution centers
Why "Made in USA" Matters for Warehouse Equipment
Supply Chain Stability and Lead Time Advantages
The volatility from recent global disruptions drastically altered procurement timelines. Material handling equipment lead times ballooned from typical 20-30 week windows to 20-30 months by 2022, creating serious bottlenecks for facilities unable to replace aging equipment or expand capacity.
Domestic sourcing cuts these risks by shortening supply lines and eliminating exposure to international logistics disruptions, port congestion, and customs delays.
Built-in Compliance and Safety Advantages
U.S.-manufactured equipment is designed to meet OSHA standards, ANSI specifications, and certifications like UL from the ground up, reducing the compliance burden on buyers and minimizing liability exposure. Internationally built equipment often requires costly modifications or additional certifications before it meets U.S. workplace safety requirements.
Key standards by equipment category:
- Forklifts: OSHA 29 CFR 1910.178 and ANSI/ITSDF B56.1 govern design and maintenance
- Pallet Rack: ANSI MH16.1 establishes structural design and testing requirements
- Conveyors: ASME B20.1 covers safety for design, installation, and maintenance
- Overhead Cranes: OSHA 1910.179 and CMAA 70/74 define service classifications and safety protocols

Aftermarket and Support Benefits
Domestic brands offer faster access to OEM replacement parts, local service networks, and responsive technical support. When a critical piece of equipment fails, those response times matter:
- Parts availability: Domestic shipments typically arrive in 48 hours vs. 6-8 weeks for international orders
- Service networks: U.S. brands maintain regional technicians who can respond on-site quickly
- Downtime costs: Each day of lost equipment operation can run thousands of dollars in productivity losses
Top 10 Made in USA Warehouse Equipment Brands
These brands were selected based on verified domestic manufacturing credentials, product reliability, industry certifications, and breadth of warehouse application coverage.
The Raymond Corporation (Greene, NY)
The Raymond Corporation has manufactured electric forklift trucks and pallet jacks in Greene, New York for over 100 years. The company serves warehouse, distribution, and manufacturing customers nationwide with stand-up reach trucks, orderpickers, pallet jacks, and Automated Guided Vehicles (AGVs).
Key Differentiators: Raymond's iWAREHOUSE fleet management system offers comprehensive telematics for maintenance tracking, labor management, and remote service dispatch. The company's iW.ObjectSense technology earned recognition as "Material Handling Innovation of the Year" for its operator assist capabilities that provide object detection and automatic slowdown functionality. Raymond has researched hydrogen fuel cell integration since 2007 and introduced lithium-ion powered forklifts in 2017, earning recognition as a "Green Supply Chain Partner."
| Founded / HQ | Greene, New York; 1922 (100+ years) |
|---|---|
| Key Products | Electric forklifts, reach trucks, pallet jacks, AGVs |
| Notable Certification / Program | iWAREHOUSE fleet management; Green Supply Chain Partner; 100+ North American service locations |
Crown Equipment Corporation (New Bremen, OH)
Crown Equipment is one of the largest privately held forklift manufacturers in the world, with headquarters and manufacturing entirely in New Bremen, Ohio. The fourth-generation family-owned company produces electric sit-down counterbalanced trucks, order pickers, and warehouse pallet trucks used extensively in retail and distribution environments.
Key Differentiators: Crown's Access 1 2 3® system integrates truck systems to provide real-time diagnostics and enhance operator control. Crown manufactures most components in-house across 24 facilities worldwide — a level of vertical integration that gives them tighter control over quality and supply chain stability than most competitors.
| Founded / HQ | New Bremen, Ohio; 1945 |
|---|---|
| Key Products | Electric counterbalanced forklifts, order pickers, reach trucks, pallet trucks |
| Notable Feature | Access 1 2 3® comprehensive system control; vertical integration advantage |
Hytrol Conveyor Co., Inc. (Jonesboro, AR)
Hytrol has designed and built conveyor systems in Jonesboro, Arkansas for over 75 years. The company serves distribution centers, e-commerce fulfillment operations, and manufacturing facilities with belt conveyors, accumulation conveyors, and high-speed sortation systems, selling exclusively through a network of over 100 integration partners worldwide.
Key Differentiators: Hytrol's sortation systems deliver exceptional throughput performance. The ProSort 1400 sliding shoe sorter handles over 10,000 pieces per hour at speeds up to 600 feet per minute. Their E24™ 24-volt DC conveyor system features decentralized drives with "sleep mode" that stops motors when no product is present, reducing energy consumption. At a Monoprice e-commerce fulfillment center, Hytrol's E24™ system increased daily order processing capacity from 3,000 to over 14,000 orders.
| Founded / HQ | Jonesboro, Arkansas; 1947 |
|---|---|
| Key Products | Belt conveyors, roller conveyors, sortation systems, accumulation conveyors |
| Industry Focus | E-commerce fulfillment, distribution, manufacturing |

Vestil Manufacturing Co. (Angola, IN)
Vestil manufactures over 1,000 unique material handling product lines from their Angola, Indiana facility. This fourth-generation family-owned business covers dock equipment, lift tables, hand trucks, carts, drum handling, and safety products, covering more product categories under one domestic roof than most competitors. The company announced a major expansion in 2025, adding 120,000 square feet of operational space.
Key Differentiators: Vestil's value proposition centers on providing a single domestic source across multiple product categories, eliminating the need to coordinate with multiple vendors. Their steel dock boards are manufactured and tested in compliance with ANSI MH30.2 and OSHA 1910.26 standards, and their extensive product catalog includes specialized equipment like ergonomic lift tables and custom-spec dock levelers.
| Founded / HQ | Angola, Indiana; 1957 |
|---|---|
| Key Products | Dock equipment, lift tables, carts, drum handlers, safety barriers |
| Unique Advantage | 1,000+ product lines from a single domestic manufacturer |
Hyster-Yale Group (Multiple U.S. Plants)
Hyster-Yale manufactures lift trucks and material handling equipment under the Hyster® and Yale® brands from facilities across the U.S., including Sulligent, Alabama and Danville, Illinois. With over 100 years of combined operating history, their trucks are used in ports, cold storage, paper/pulp, and heavy manufacturing environments.
Key Differentiators: Hyster-Yale builds for demanding environments where standard lift trucks fall short. High-capacity models in their Hyster® Big Truck line handle loads exceeding 36,000 lbs for port and heavy manufacturing use. The company has integrated hydrogen fuel cell and lithium-ion battery options across their fleet, and their Telemetry system provides real-time performance monitoring and maintenance alerts.
| Founded / HQ | Cleveland, Ohio (parent company); 100+ years operating history |
|---|---|
| Key Products | Counterbalanced lift trucks, reach stackers, tow tractors, electric trucks |
| Industry Strength | Heavy-duty and specialized warehouse/industrial environments |
Southworth Products (Portland, ME)
Southworth designs and manufactures ergonomic material handling equipment from Portland, Maine, including lift tables, pallet positioners, and work positioners. Each product targets a specific injury risk — bending, reaching, or awkward lifting — in assembly, packing, and fulfillment environments.
Key Differentiators: Southworth's PalletPal® spring-actuated level loader automatically adjusts pallet height as boxes are added or removed, reducing bending and reaching. Their hydraulic and pneumatic lift tables meet or exceed ANSI MH29.1 safety requirements for industrial scissor lifts. Research shows that ergonomic interventions like lift tables can reduce workers' compensation claim frequency by 66% and cost per employee by 81%.
| Founded / HQ | Portland, Maine |
|---|---|
| Key Products | Lift tables, pallet positioners, work positioners, tilt tables |
| Primary Benefit | Ergonomic injury reduction in warehouse and assembly environments |
Steel King Industries (Stevens Point, WI)
Steel King manufactures pallet rack systems and storage solutions in Stevens Point, Wisconsin. Their product line includes selective pallet rack, drive-in rack, push-back rack, and structural rack designed for high-density warehouse storage.
Key Differentiators: Steel King's SK3000® structural rack is built with hot-rolled structural channel steel, offering greater durability and impact resistance compared to standard roll-formed rack. Structural racking systems can last 5-10 years longer than comparable roll-formed systems. Steel King is R-Mark Certified by the Rack Manufacturers Institute, verifying that rack designs and manufacturing processes comply with ANSI MH16.1 standards. Their racks are engineered to meet rigorous seismic design requirements for earthquake-prone regions.
| Founded / HQ | Stevens Point, Wisconsin |
|---|---|
| Key Products | Selective pallet rack, drive-in rack, push-back rack, structural racking |
| Key Compliance | RMI R-Mark Certified; ANSI MH16.1; seismic compliance |
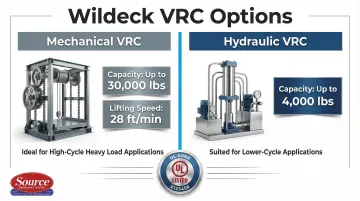
Wildeck, Inc. (Waukesha, WI)
Wildeck designs and builds mezzanines, work platforms, vertical reciprocating conveyors (VRCs), and industrial safety guarding from Waukesha, Wisconsin. Founded in 1976 as a subsidiary of Holden Industries, their solutions allow warehouses to maximize vertical space without expanding the building footprint.
Key Differentiators: Wildeck VRCs are classified as material conveyors under ANSI/ASME B20.1, distinguishing them from passenger elevators and allowing more flexible installation. Mechanical VRCs handle capacities up to 30,000 lbs with lifting speeds of 28 feet per minute, while hydraulic models accommodate up to 4,000 lbs for lower-cycle applications. Wildeck VRCs feature UL-508A labeled control panels, ensuring electrical safety and code compliance.
| Founded / HQ | Waukesha, Wisconsin; 1976 |
|---|---|
| Key Products | Steel mezzanines, VRCs, work platforms, machine guarding |
| Space Optimization Benefit | Doubles or triples usable floor space through vertical stacking without building expansion |
Bluff Manufacturing (Fort Worth, TX)
Bluff Manufacturing produces dock equipment, yard ramps, and safety products from Fort Worth, Texas. Their product line covers portable loading ramps, dock boards, dock plates, and traffic safety barriers used across warehousing and distribution applications.
Key Differentiators: Bluff's all-welded steel portable yard ramps feature capacities ranging from 16,000 to 60,000 lbs with double-action hydraulic pumps for easy height adjustment. Their steel dock boards are rated for forklift use with capacities from 10,000 to 40,000 lbs and comply with ANSI MH30.2 standards. Bluff's products help facilities meet OSHA requirements, including 29 CFR 1910.26 for dockboards and 29 CFR 1910.28 for fall protection on loading docks.
| Founded / HQ | Fort Worth, Texas |
|---|---|
| Key Products | Yard ramps, dock boards, dock plates, safety barriers, guardrails |
| Material Spec / Compliance | All-welded steel construction; ANSI MH30.2; OSHA 1910.26 compliant |
American Crane & Equipment Corp. (Douglassville, PA)
American Crane has manufactured overhead crane systems, hoists, and custom material handling equipment from Douglassville, Pennsylvania for over 50 years. Their cranes are used in warehouses, manufacturing plants, and distribution centers for heavy overhead lifting needs, serving aerospace, nuclear, defense, and heavy manufacturing sectors.
Key Differentiators: American Crane designs systems across all Crane Manufacturers Association of America (CMAA) duty classes, from Class A (Standby/Infrequent) to Class F (Continuous Severe Service) for critical heavy industrial applications. Their equipment meets OSHA 1910.179 regulations for overhead and gantry cranes and aligns with ASME B30 safety standards. Their U.S.-based engineering and testing capabilities allow for custom load-rated fabrication tailored to specific facility requirements.
| Founded / HQ | Douglassville, Pennsylvania; 1972 (50+ years) |
|---|---|
| Key Products | Overhead bridge cranes, hoists, monorails, custom lifting systems |
| Key Certification / Standard | CMAA duty classes A-F; OSHA 1910.179; ASME B30 compliant |
How We Chose These Brands
Selection was based on four core criteria:
- Confirmed domestic manufacturing footprint — verified U.S. production facilities, not just U.S. headquarters with overseas manufacturing
- Breadth of product offerings — comprehensive lines relevant to warehouse operations, not niche specialty equipment
- Compliance with U.S. safety and quality standards — ANSI, OSHA, UL, CMAA, and RMI certifications where applicable
- Demonstrated track record — proven performance in warehousing, distribution, or manufacturing environments

The most common mistake buyers make is choosing on price alone without verifying domestic manufacturing claims or vetting after-sale support. A lower FOB price from an overseas supplier often hides real costs: longer lead times, expensive rush freight, hard-to-find replacement parts, and thin technical support when something goes wrong.
The Total Cost of Ownership Advantage
While 91% of contract manufacturers report losing bids to imports primarily due to price, only 30% of OEMs use Total Cost of Ownership models to evaluate suppliers. This disconnect obscures the long-term value of domestic equipment. When you account for inventory carrying costs, quality control expenses, warranty service accessibility, and supply chain risk, domestic brands deliver lower total costs through:
- Parts ship faster domestically — less downtime waiting on overseas stock
- Accessible warranty service, no international shipping delays
- Reduced compliance risk — U.S. standards are built in, not retrofitted
- Lower inventory carrying costs due to shorter replenishment cycles
Source Equipment Company has applied this evaluation process since 1989, sourcing equipment for warehousing, manufacturing, and distribution customers across the country. The Leominster, Massachusetts-based team works directly with customers to match equipment to real operational needs — not just spec sheets — so every purchase accounts for performance, parts availability, and total cost over time.
Conclusion
Choosing a made-in-USA warehouse equipment brand carries real operational weight — affecting lead times, compliance exposure, total cost of ownership, and long-term infrastructure scalability. As 30% of manufacturers execute reshoring strategies to reduce supply chain vulnerability, domestic equipment sourcing keeps procurement aligned with those same resilience goals.
Assess each brand against your specific operational requirements: warehouse footprint, load capacity needs, throughput demands, and workforce ergonomics. The most recognizable name isn't always the right fit—the best choice depends on how well the equipment integrates with your existing systems, supports your workflow, and scales with your growth trajectory.
If you need help narrowing down the right equipment for your operation, Source Equipment Company has been helping warehouses, manufacturers, and distributors make those calls since 1989. Call 978-537-5545 or visit their Leominster, Massachusetts headquarters for customized consultation and nationwide equipment delivery.
Frequently Asked Questions
What are common types of warehouse equipment?
Main categories include forklifts, conveyors, pallet racking, dock equipment (levelers, ramps, boards), ergonomic lifting aids, and overhead cranes. The right mix depends on your throughput volume, product type, and operational workflow.
What are the different types of pallet racking?
Primary types include selective rack (most common, single-deep access), drive-in/drive-through rack (high-density, LIFO/FIFO), push-back rack, pallet flow rack (gravity-fed, FIFO), and cantilever rack (for long or irregularly shaped loads). Rack type selection depends on SKU count, turnover rate, and available floor space.
Why should I choose American-made warehouse equipment?
Key benefits include faster domestic shipping and parts availability, built-in compliance with U.S. safety standards (ANSI, OSHA, UL), easier access to manufacturer technical support, and reduced exposure to import delays or tariff-related cost increases. Domestic equipment also offers lower total cost of ownership when accounting for downtime risk and parts accessibility.
What certifications should I look for when buying warehouse equipment?
Key certifications by equipment type: UL Listing for electrical equipment, ANSI compliance for material handling and lifting equipment, RMI certification for pallet racking, CMAA standards for overhead cranes, and OSHA-aligned design for dock and ergonomic equipment.
How do I choose the right warehouse equipment supplier?
Evaluate suppliers on product range, domestic parts and service support, certifications, and willingness to consult on workflow—not just sell product. The best suppliers assess your space, load requirements, and throughput before making any recommendations.
What is the average lifespan of warehouse equipment?
Forklifts typically last 10,000–20,000 operating hours, pallet rack systems 20+ years, and overhead cranes 20–30 years under proper maintenance. Domestic brands with readily available OEM parts consistently extend useful life beyond equipment with limited parts supply.

![Best Pallet Rack Manufacturers in the USA [2026 Guide]](https://file-host.link/website/sourceequipment-4q4q99/assets/blog-images/5dce1de7-5314-4f9f-8d64-3cc82628ff96/1772061141216628_2ef8fa7a4181457b983c1fdb365c3991/1080.webp)