
Introduction
Warehouse and facility managers face mounting pressure to maximize every square foot of available space. With commercial real estate costs climbing and lease rates increasing, wasted aisle space is a direct drain on profitability.
Every foot dedicated to fixed aisles is a foot that could be generating storage capacity or improving operational efficiency.
Mobile shelving systems—also called high-density or compact shelving—address this challenge by eliminating fixed aisles and consolidating storage onto rolling carriages. Unlike traditional static shelving that requires a dedicated aisle between every row, mobile systems allow multiple units to share a single movable aisle, reclaiming up to 50% of floor space.
Not all mobile shelving systems are built the same—load ratings, drive mechanisms, and safety features vary significantly across manufacturers. This guide breaks down the five best options so operations teams can match the right system to their facility's floor plan, load requirements, and workflow.
Key Takeaways
- Mobile shelving eliminates fixed aisles by mounting units on rolling carriages, recovering 40-50% of floor space
- Systems serve warehousing, healthcare, food service, manufacturing, and distribution operations
- Selection depends on load capacity, drive mechanism, floor rating, safety features, and total cost
- Top systems: Spacesaver, Montel SafeAisle, Mecalux, SSI Schaefer, and Pipp Mobile
- Matching the right system to your facility requires evaluating load specs, aisle requirements, and floor capacity before purchasing
What Is High-Density Mobile Shelving?
High-density mobile shelving consists of shelving units mounted on wheeled carriages that travel along floor tracks. Instead of dedicating one aisle per row—as traditional static shelving requires—mobile systems allow multiple units to share a single access aisle. Operators move the carriages to open an aisle wherever needed, then close it when finished.
That space recovery adds up fast. The global mobile shelving market is projected to grow from $2.5 billion in 2024 to $4.5 billion by 2033 at a 7.5% CAGR — a clear signal that more facilities are replacing static racks with mobile systems to reclaim usable floor area.
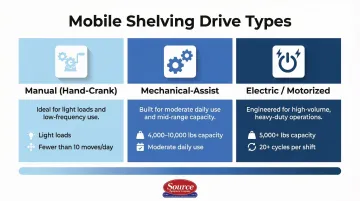
Three primary drive types power these systems:
- Manual (hand-crank) — best for light loads with fewer than 10 moves per day
- Mechanical-assist — gear reduction handles 4,000–10,000 lbs with minimal physical effort; suited for moderate daily use
- Electric/motorized — push-button operation for loads over 5,000 lbs and environments running 20+ access cycles per shift
Matching the drive type to your load weight and access frequency is the first decision that shapes every other specification.
5 Best Mobile Shelving Systems for High-Density Storage
These five systems are selected based on load performance, drive mechanism versatility, safety compliance, industry adoption, and manufacturer support. Each profile includes key specifications and best-fit use cases to help you match the right system to your operation.
Spacesaver High-Density Mobile Shelving
Spacesaver is a U.S.-based manufacturer with decades of focus on high-density storage for government, healthcare, military, and industrial sectors. Their product line spans manual systems for light-duty applications to fully electric configurations for heavy industrial use.
GSA Schedule compliance (contract GS-28F-006BA valid through 2033) makes Spacesaver a preferred vendor for federal installations. Their Guardian safety system uses Zero-Force Sensors and photoelectric sweeps to prevent entrapment, meeting OSHA machine-guarding requirements. Systems are UL listed and CSA approved, with seismic options for earthquake-prone regions, and carriages cycle-tested to 50,000 operations — equivalent to 20 years of daily use.
| Feature Category | Details |
|---|---|
| Key Features | Manual, mechanical-assist, and electric drive options; Guardian Zero-Force safety sensors and photoelectric sweeps; anti-tip seismic design; modular aisle configurations |
| Technical Specs | Carriage lengths up to 81 feet; powered units use 1/8 HP 24 VDC motors; cycle-tested to 50,000 operations; UL and CSA certified |
| Best For | Government archives, healthcare supply rooms, military/defense storage, large-scale distribution facilities requiring GSA compliance |
Montel SafeAisle Mobile Shelving
Montel is a Canadian manufacturer with strong North American presence, known for their SafeAisle system that incorporates patented motion-detection safety technology. Their range extends from light-duty office shelving to heavy-duty industrial systems capable of supporting 1,000 lbs per linear foot.
The SafeAisle Aisle LED Guard Technology sets Montel apart — infrared motion sensors scan the full floor surface of each aisle and halt carriage movement the moment a person or object is detected. Commercial-grade construction pairs with electric and mechanical-assist drive options, and powered units include battery backup to maintain operations during outages.
| Feature Category | Details |
|---|---|
| Key Features | Patented Aisle LED Guard infrared detection system; electric and mechanical-assist drive options; aisle-entry people counters; modular shelving compatibility |
| Technical Specs | Load capacity up to 1,000 lb per linear foot (454 kg); powered electrical systems with battery backup; foot-level infrared safety beams |
| Best For | Warehouses requiring high throughput with strict safety compliance, archival storage, museum collections, mixed-use storage facilities |
Mecalux High-Density Mobile Shelving
Mecalux is a global storage solutions manufacturer with operations across Europe, North America, and Latin America. Their Movirack mobile pallet racking system fits into a broader integrated warehouse management ecosystem — a strong option for facilities planning phased expansion or automation integration.
Native compatibility with Easy WMS warehouse management software — active in over 1,100 warehouses globally — gives Mecalux an edge for operations that need software-hardware coordination from day one. Key performance figures:
- Mobile bases rated to move over 600 tonnes
- 80-120% more storage capacity vs. conventional static racking
- UNE 15095 compliant and CE marked for European and North American installations
| Feature Category | Details |
|---|---|
| Key Features | Manual and electric drive options; Easy WMS integration; modular compatibility with Mecalux pallet racking; corrosion-resistant finishes available |
| Technical Specs | Load capacity over 600 tonnes per mobile base; 80-120% capacity increase vs. static racking; UNE 15095 compliant and CE marked; on-board control panels and wireless remote controls |
| Best For | Distribution centers, manufacturing parts storage, facilities planning phased expansion with integrated warehouse management systems |
SSI Schaefer Mobile Shelving Systems
SSI Schaefer is a German engineering group with a global footprint, recognized for high-capacity automated and semi-automated storage systems. Their mobile shelving integrates into their broader intralogistics portfolio, suited for facilities with high SKU counts and demanding throughput requirements.
SSI Schaefer systems deliver 40% space recovery or up to 85% storage volume increases within the same footprint. Drive options include crank (rail-guided or rail-less) and electric. RFID integration and WAMAS warehouse management software compatibility support semi-automated to fully automated operations — well-suited for connected warehouse environments with real-time tracking requirements.
| Feature Category | Details |
|---|---|
| Key Features | Crank drive and electric drive mechanisms; RFID and IoT integration capabilities; WAMAS software compatibility; rail-guided or rail-less configurations |
| Technical Specs | 40% space recovery or 85% volume increase; maximum loads vary by configuration; designed to latest technological standards; global service network |
| Best For | Large-scale industrial warehouses, automotive parts storage, cold storage facilities, operations with high-density SKU management and automation needs |
Pipp Mobile Storage Systems
Pipp Mobile is a U.S.-based manufacturer focused specifically on mobile shelving, with a strong track record in healthcare, retail, food service, and industrial applications. NSF-certified finishes and healthcare compliance certifications make them one of the few mobile shelving manufacturers purpose-built for regulated environments.
Carriage options cover a wide range of applications:
- Standard manual: up to 240" length, 4,000 lbs max capacity
- Mechanical-assist: up to 864" length, 2,000 lbs max section capacity
- Heavy-duty manual: up to 384" length, 4,000 lbs max capacity
Shelf capacities vary by style — Rivet (400-900 lbs), Wire (400-800 lbs), and Pallet Rack (1,200-10,000 lbs) — giving buyers flexibility from light-duty backroom storage to full pallet-weight loads.
| Feature Category | Details |
|---|---|
| Key Features | Manual, mechanical-assist, and heavy-duty drive options; NSF-certified food-safe finishes available; modular bay configurations; safety interlock features |
| Technical Specs | Shelf capacity 400-10,000 lbs depending on style; carriage lengths up to 864"; system heights up to 480" for pallet rack configurations; safety locks on mechanical-assist units |
| Best For | Food service and cold storage facilities, healthcare supply rooms, retail backroom storage, small-to-mid-size distribution operations |
How We Chose the Best Mobile Shelving Systems
Our evaluation framework prioritizes six critical factors:
- Load capacity and structural integrity — systems must handle stored weight plus dynamic forces from carriage movement
- Drive mechanism versatility — manual, mechanical-assist, and powered options for different traffic volumes
- Certified safety features — anti-entrapment sensors, photoelectric sweeps, and mechanical locks; compliance with ANSI MH28.1 and OSHA 1910.212 is non-negotiable in industrial settings
- Industry versatility — food service environments need NSF-compliant, corrosion-resistant finishes; manufacturing parts rooms need high load ratings and wide bay widths
- Manufacturer support networks — availability of parts, technical support, and service coverage over a 20+ year service life
- Total cost of ownership — unit price is just the starting point; floor preparation, installation complexity, and long-term maintenance all factor in

Modular construction is a factor worth examining closely. Systems that can be reconfigured or expanded in place protect your investment as inventory needs shift — a full replacement becomes far less likely when the framework is built to adapt.
Source Equipment Company's evaluation process maps space layout, inventory weight profiles, and workflow patterns before any recommendation is made. That upfront analysis is what separates a well-matched system from one that underperforms within two years of installation. The right mobile shelving should still be the right shelving two decades later.
Conclusion
Mobile shelving systems deliver proven, high-ROI results for facilities under storage pressure—but the right choice depends on matching system capabilities to your specific operational variables, not brand recognition alone.
Before committing, evaluate these four factors:
- Floor load rating — can your slab support concentrated line loads?
- Daily access frequency — how many times will staff open aisles per shift?
- Safety compliance — OSHA, ANSI, and any industry-specific regulations
- Growth projections — where does your storage demand sit in 3-5 years?
These variables often reveal that a mid-tier system outperforms a premium one in your specific environment.
Source Equipment Company (founded 1989) provides expert consultation and customized mobile shelving solutions for warehousing, food service, retail, and manufacturing operations nationwide. Contact them at 1-800-743-5545 or visit sourceequipment.com to discuss your facility's requirements and get a recommendation built around your space, load capacity, and workflow.
Frequently Asked Questions
What is the difference between mobile shelving and static shelving?
Static shelving has fixed aisles between every row, requiring dedicated floor space for access. Mobile shelving mounts units on floor-track carriages, consolidating multiple rows to share one movable aisle. This design typically recovers 40-50% of floor space compared to a static layout of equivalent capacity.
How much space can high-density mobile shelving save compared to traditional fixed shelving?
Most facilities can double storage capacity within the same footprint — without expanding the building. Industry sources consistently cite 40-50% floor space recovery versus static shelving by eliminating permanently open aisles and creating access only where needed.
What drive mechanism is best for a high-volume warehouse: manual, mechanical-assist, or electric?
Electric systems are best for high-frequency access operations with heavy loads (20+ cycles per shift, over 5,000 lbs per carriage). Mechanical-assist handles moderate loads (4,000-10,000 lbs) with ergonomic ease. Manual crank systems suit lower-frequency environments or lighter loads. The right choice depends on access cycles per shift and total carriage weight.
Are mobile shelving systems safe for workers in industrial environments?
Modern systems include infrared motion sensors, anti-entrapment mechanisms, and mechanical safety locks. Buyers should confirm systems meet ANSI MH28.1 standards and OSHA 1910.212 machine-guarding requirements, and look for UL Listed electrical components where relevant.
How much does a high-density mobile shelving system cost?
Costs range widely by system size and drive type: mechanical-assist systems typically run $35-$36 per cubic foot, while powered electric systems cost $42-$48 per cubic foot. Total cost of ownership—including floor preparation, installation, and maintenance—should be factored into budget planning.
Can mobile shelving systems be installed in cold storage or food service environments?
Yes, select mobile shelving systems are available with NSF-certified, corrosion-resistant finishes suitable for cold storage and food service environments. Buyers should verify specific compliance certifications (NSF, USDA) of any system before installation in regulated food handling areas.


![7 Best Push Back Rack Systems [Compared & Reviewed]](https://file-host.link/website/sourceequipment-4q4q99/assets/blog-images/bc31782b-6cd0-4f79-9c79-0153c2ae0e2d/1772057450853280_cd396ee34926480398a9dea0aabcd2e9/1080.webp)